















![麻烦问一下,这种笔记本电脑的按键[蓝色符号有什么用[?]](/aiimages/%E9%BA%BB%E7%83%A6%E9%97%AE%E4%B8%80%E4%B8%8B%EF%BC%8C%E8%BF%99%E7%A7%8D%E7%AC%94%E8%AE%B0%E6%9C%AC%E7%94%B5%E8%84%91%E7%9A%84%E6%8C%89%E9%94%AE%5B%E8%93%9D%E8%89%B2%E7%AC%A6%E5%8F%B7%E6%9C%89%E4%BB%80%E4%B9%88%E7%94%A8%5B%EF%BC%9F%5D.png)



笔记本外壳材料方面,目前最常见的有普通ABS工程塑料、镁铝合金材料、碳纤维复合材料、钛合金材料等。ABS,在化学工业的中文名字叫塑料合金,这是目前笔记本应用最广泛的主要材料,由于成本较低,尤为受到低端笔记本的青睐。
还有一种叫作PC+ABS,是因为这种材料既具有PC树脂的优良耐热耐候性、尺寸稳定性和耐冲击性能,又具有ABS树脂优良的加工流动性。所以应用在薄壁及复杂形状制品,能保持其优异的性能,以及保持塑料与一种酯组成材料的成型性。
镁铝合金材料外壳
相对于ABS工程塑料,镁铝合金所制成的笔记本就好像又上了一个档次,无论从外观、质感,还是从保护性强弱上都比ABS工程塑料更胜一筹。
重量的大幅下降对于越来越追求轻薄时尚的消费者来说,镁铝合金已经成为无可挑剔之选了。再加上优良的散热能力,让此刻头疼笔记本散热的人群也找到了更好的选择。
以上内容参考:人民网——薄薄外壳承受千斤之重 谈本本外壳材质
笔记本电脑常见的外壳用料分类:
(一)、合金外壳
1、铝镁合金
铝镁合金一般主要元素是铝,再掺入少量的镁或是其它的金属材料来加强其硬度。因本身就是金属,其导热性能和强度尤为突出。铝镁合金质坚量轻、密度低、散热性较好、抗压性较强,能充分满足3C产品高度集成化、轻薄化、微型化、抗摔撞及电磁屏蔽和散热的要求。其硬度是传统塑料机壳的数倍,但重量仅为后者的三分之一,通常被用于中高档超薄型或尺寸较小的笔记本的外壳。
而且,银白色的镁铝合金外壳可使产品更豪华、美观,而且易于上色,可以通过表面处理工艺变成个性化的粉蓝色和粉红色,为笔记本电脑增色不少,这是工程塑料以及碳纤维所无法比拟的。因而铝镁合金成了便携型笔记本电脑的首选外壳材料,目前大部分厂商的笔记本电脑产品均采用了铝镁合金外壳技术。
2、钛合金
铝合镁金虽然不错,但是也有不少缺点。为了克服铝合镁金材料的不足,IBM的工程师们把一种更有效的材质——碳纤维加强型钛复合材料应用于笔记本电脑。
钛是造价昂贵的金属,比镁还要贵上许多,以前它主要是用于那些要求高强度、低重量应用的特殊场合,比如宇航部件、飞机制造和医疗器械等。
优良的抗撞击特性,更使它成为赛车外壳和高尔夫球棒等体育器械的完美选择。钛合金材质的可以说是铝镁合金的加强版,无论散热,强度还是表面质感都优于铝镁合金材质,而且加工性能更好,外形比铝镁合金更加的复杂多变。其关键性的突破是强韧性更强、而且变得更薄。
就强韧性看,钛合金是镁合金的三至四倍。强韧性越高,能承受的压力越大,也越能够支持大尺寸的显示器。因此,钛合金机种即使配备15英寸的显示器,也不用在面板四周预留太宽的框架。至于薄度,钛合金厚度只有0.5mm,是镁合金的一半,厚度减半可以让笔记本电脑体积更娇小。这也是IBM近年来很多的本子所专用的一种材料,现在在其它的本子还没有见到过。
钛合金唯一的缺点就是必须通过焊接等复杂的加工程序,才能做出结构复杂的笔记本电脑外壳,这些生产过程衍生出可观成本,因此十分昂贵。目前,钛合金及其它钛复合材料依然是IBM专用的材料,这也是IBM笔记本电脑比较贵的原因之一吧。
(二)、塑料外壳
1、碳纤维
碳纤维材质是很有趣的一种材质,它既拥有铝镁合金高雅坚固的特性,又有ABS工程塑料的高可塑性。它的外观类似塑料,但是强度和导热能力优于普通的ABS塑料,而且碳纤维是一种导电材质,可以起到类似金属的屏蔽作用(ABS外壳需要另外镀一层金属膜来屏蔽)。
因此,早在1998年4月IBM公司就率先推出采用碳纤维外壳的笔记本电脑,也是IBM公司一直大力促销的主角。据IBM公司的资料显示,碳纤维强韧性是铝镁合金的两倍,而且散热效果最好。若使用时间相同,碳纤维机种的外壳摸起来最不烫手。
碳纤维的缺点是成本较高,成型没有ABS外壳容易,因此碳纤维机壳的形状一般都比较简单缺乏变化,着色也比较难。此外,碳纤维机壳还有一个缺点,就是如果接地不好,会有轻微的漏电感,因此IBM在其碳纤维机壳上覆盖了一层绝缘涂层。
2、PC-GF-##(聚碳酸酯PC)
PC-GF-##也是笔记本电脑外壳采用的材料的一种,它的原料是石油,经聚酯切片工厂加工后就成了聚酯切片颗粒物,再经塑料厂加工就成了成品,它比PC+ABS少了ABS的一些特性,但是PC-GF-##有其自身的特点。
不同的规格都有不同的特性,比如PC-GF10、PC-GF15、PC-GF20、PC-GF30等,有超高力学性能、耐热和尺寸稳定性,它可以取代不种程度的商业电器内部铝、铅或其它金属的冲压铸件。
PC-GF-##也叫增强改性PC,它还具有极好的冲击强度、高的耐热性和好的尺寸稳定性。稳定于水、矿物和有机酸,部分溶于芳香族碳水化合物,溶于氯化物,在强碱作用下分解。
玻纤和碳纤增强PC的吸水率很低。增强PC可极大地提高对环境的抗腐蚀性。高流动性PC可用于制作低于1mm的薄壁制件。PC改性材料的抗蠕变性和载荷下抗变形能力明显提高。从实用的角度,其散热性能也比ABS塑料较好,热量分散比较均匀,它的最大缺点是比较脆,一跌就破,我们常见的光盘就是用这种材料制成的。
运用这种材料比较显著的就是FUJITSU了,在很多型号中都是用PC-GF20这种材料,而且是全外壳都采用这种材料。
不管从表面还是从触摸的感觉,PC-GF-#材料感觉都像是金属。如果笔记本电脑内没有标识的话,单从外表面不非常仔细地去观察,可能都以为会是它是合金物。所以,我们在购买时要注意分辨,别被它的外表所迷惑哦。
3、ABS工程塑料
ABS工程塑料在笔记本电脑当中可能是用得最多的了,几乎在每一个本子里面都可以找到:有的用在整个外壳,有的只是用在屏的顶盖,也有的只是在内存或硬盘的盖板用到。
在国产笔记本电脑中,大多数标称普通机壳的笔记本电脑都清一色用了这种材料,而在国外的品牌中,体积稍大(也就是全内置的笔记本电脑)中也大都采用ASB工作塑料,例如我们很熟悉的SONY Z1的腕托与屏的顶盖。工程塑料最大的优点在于价格便宜。
ABS工程塑料即PC+ABS(工程塑料合金),在化工业的中文名字叫塑料合金,之所以命名为PC+ABS,是因为这种材料既具有PC树脂的优良耐热耐候性、尺寸稳定性和耐冲击性能,又具有ABS树脂优良的加工流动性。所以应用在薄壁及复杂形状制品,能保持其优异的性能,以及保持塑料与一种酯组成的材料的成型性。它目前主要应用于通讯器材、家用电器、汽车、电脑及外设部件。
ABS工程塑料最在的缺点就是质量重、导热性能欠佳。另外,ABS还是种致癌的化学物,吸入人体的量达到一定程度时就会致癌,当然,人们只是使用笔记本电脑,一般情况下不会吸入这种化学物品,但用户长期近距离面对笔记本,会吸入少量的ABS散发出来的气味,于健康不利。
一般来说,ABS工程塑料由于成本低,被大多数笔记本电脑厂商采用,目前多数的塑料外壳笔记本电脑都是采用ABS工程塑料做原料的,而碳纤维和聚碳醋酸则较为少见。
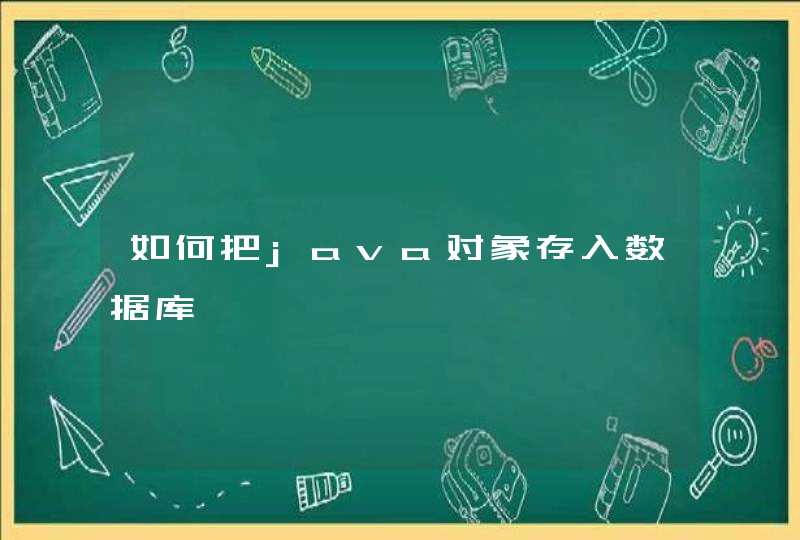
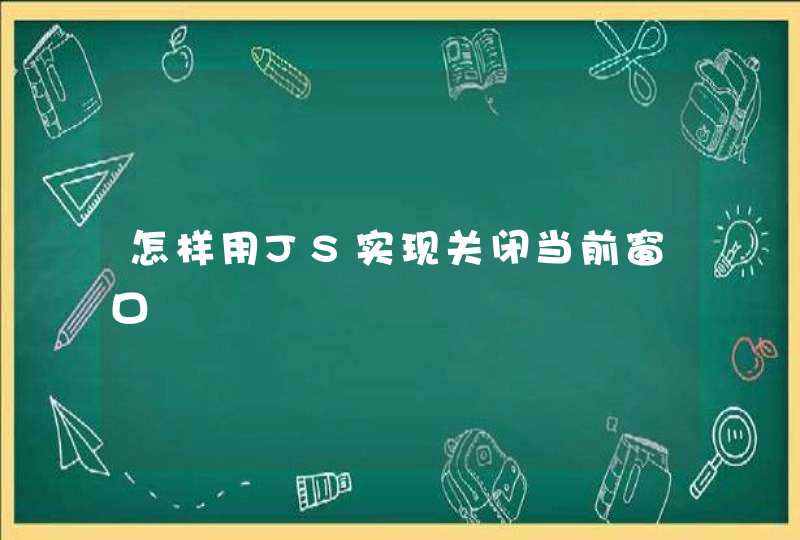
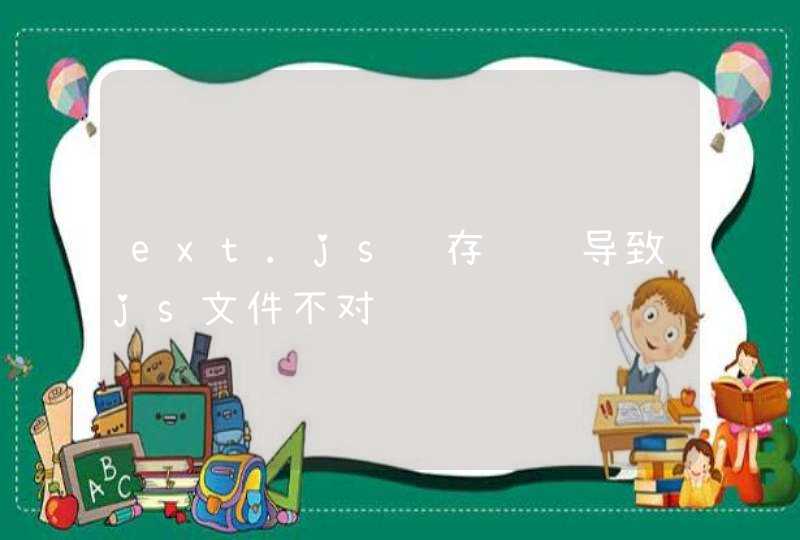
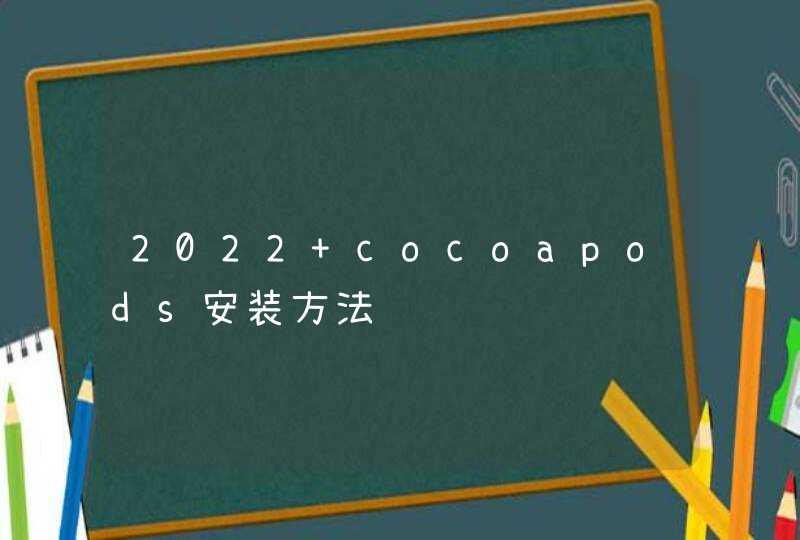
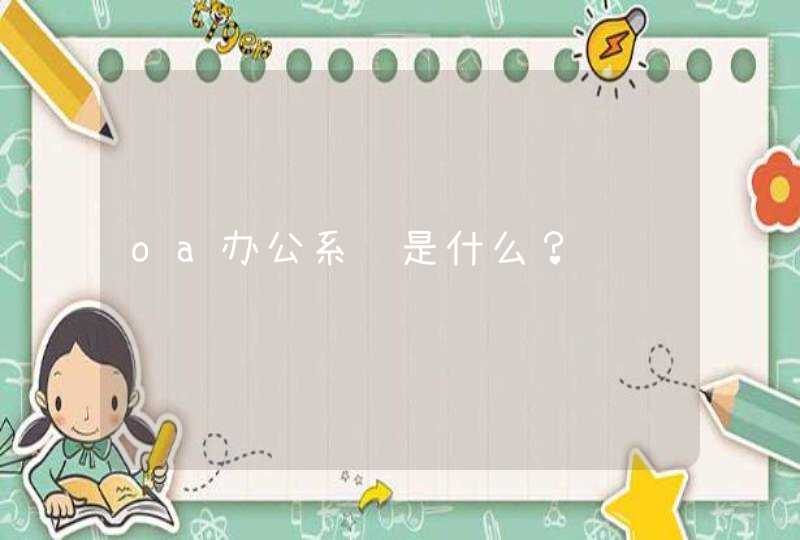
笔记本电脑外壳分为A、B、C和D四大部件,笔记本A壳:显示屏最上面的盖子,大盖子,为A壳,见图1(a)所示。笔记本B壳:显示屏里面的边框(看屏幕的时候,旁边的边),见图1(b)所示。笔记本C壳:键盘旁边的外壳,为C壳,手托位置, 见图1(c)所示。笔记本D壳:机器最底部与桌面接触的位置是D壳, 见图1(d)所示。笔记本外壳是主板、处理器等功能运行部件的载体和保护壳,集成了工艺设计、材料、体积控制、重量控制、散热控制、坚固安全性、环保性等一系列重要性。笔记本外壳材料有ABS工程塑料、镁铝合金、钛合金、碳纤维合金、PC-GF(聚碳酸脂PC)等,其中,以PC+ABS和铝镁合金最常见,这两者也是应用最广泛的笔记本外壳材料。本文介绍PC+ABS材质的笔记本C壳的模具设计。平时用的笔记本C壳,是这样设计的—注塑
图1 笔记本电脑外壳分类
2.制品分析
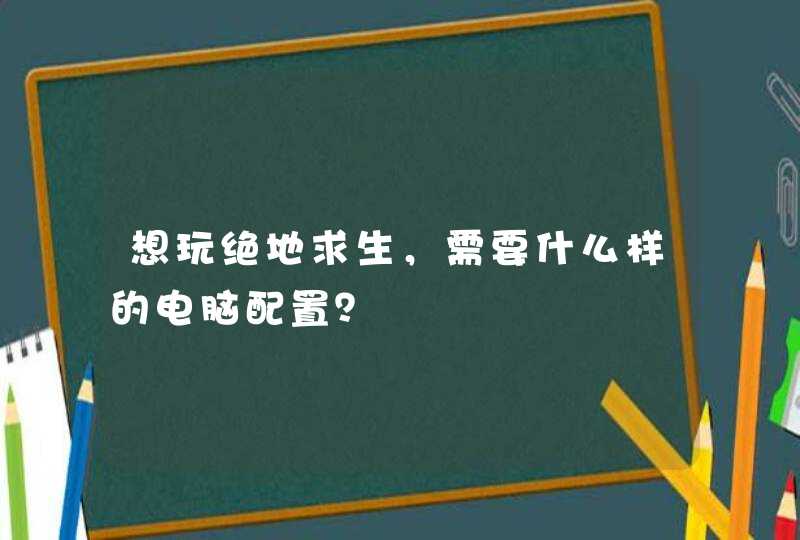
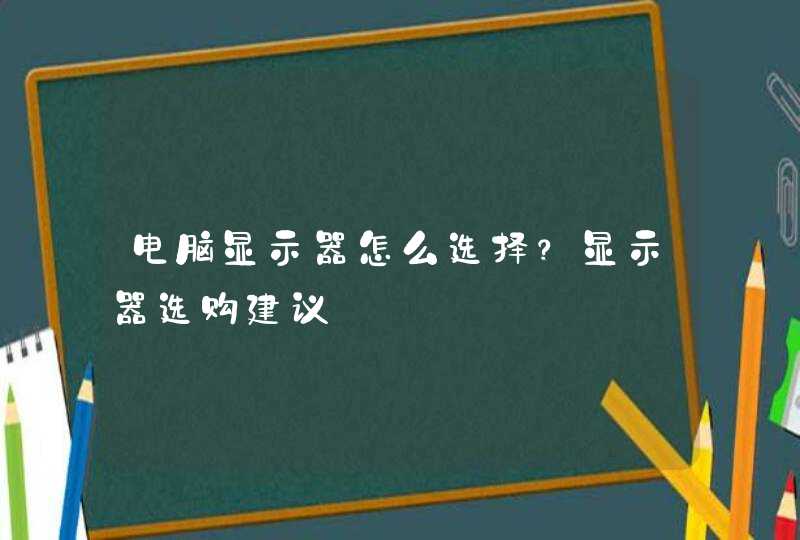
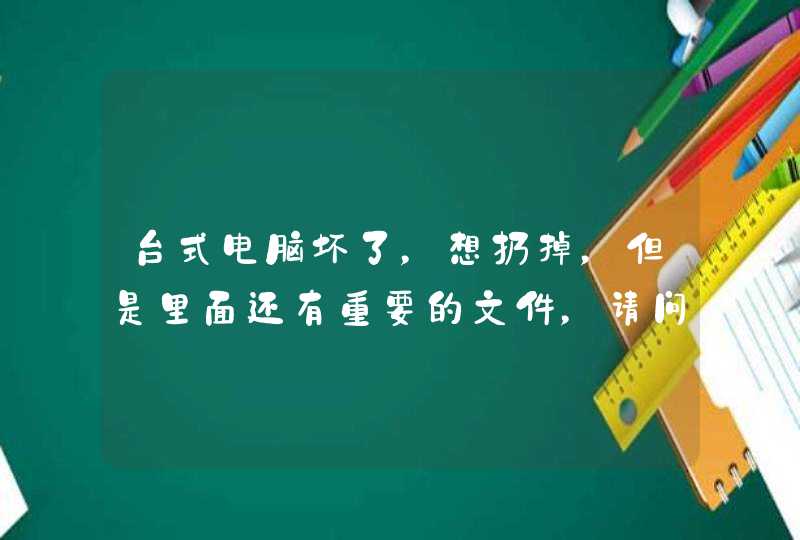
笔记本C壳产品图如图1所示,塑件最大外形尺寸为276.50 mm X 228.30 mm X 9.30 mm,塑件平均胶位厚度1.50mm,按键区域的厚度1.20 mm,塑件质量78.5克,材料为PC+ABS,缩水率为0.37%.
塑件的外观要求是不得存在各种注塑缺陷,塑件不得翘曲变形。PC+ABS融合了PC和ABS各自的优点,与PC相比,PC+ABS合金主要改善了熔融流动性、成型性、可电镀性及外观性。与ABS相比,则主要提高了耐热性、抗冲性及薄壁制品的刚性。
PC+ABS在成型加工前必须进行干燥,使材料含水量降至0.05%以下,最好在0.02%以下,以提高材料加工稳定性能和机械性能。在成型PC+ABS时使用模温机来控制模具温度,建议的模温是50-80℃。较高的模具温度,往往会产生良好的流动、较高的熔接线强度、较小的产品内应力,但成型周期会延长。若模具温度比建议的低,就会导致高内应力并损坏制件的最佳性能。就制件表面和循环周期而言,模具温度为建议温度范围的中间值时,可望得到较好的结果。
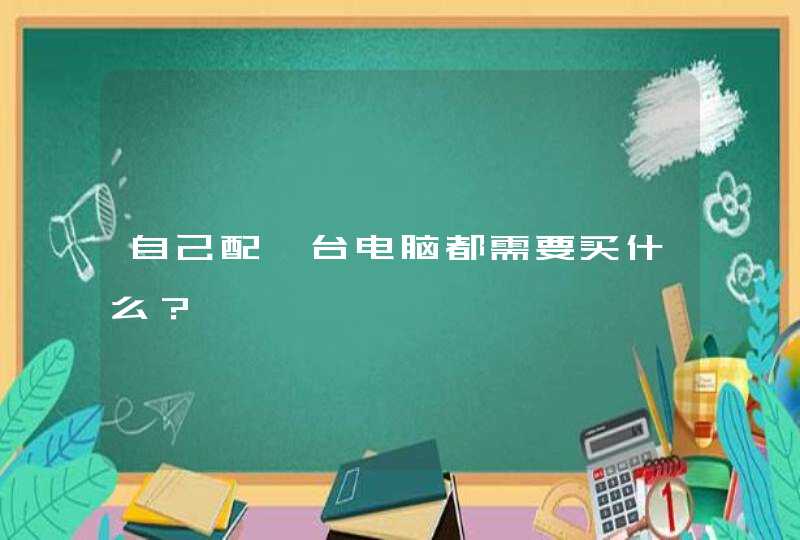
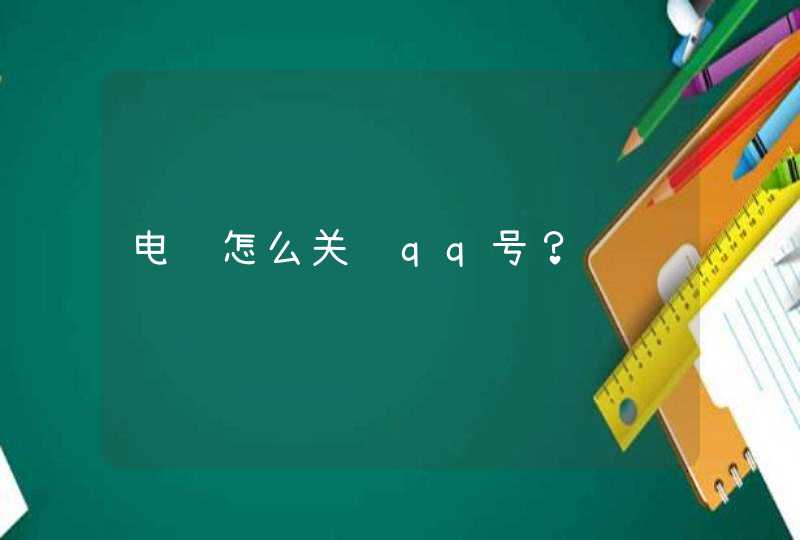
塑件两处需要设计滑块抽芯,中间鼠标触摸屏部位窗口边缘两处扣位需要设计斜顶成型,见图2.
平时用的笔记本C壳,是这样设计的—注塑
图2笔记本C壳产品图
3.模具设计要点
3.1型腔数量
塑件尺寸较大,需要的注塑机吨位较大,因此只能设计1出1的型腔排位。模具设计图见图3,模胚为FCI4550A80B110C120.四边配有零度边锁,以便精密定位。所选择的注塑机为250吨注塑机,经核算,塑化能力和合模力符合要求。
3.2进浇方式设计
塑件尺寸较大,属于扁平薄壁壳体。塑件的流长比较大。因此,确定浇口的位置和数量都比较关键。模具设计中选择了8点进胶,见模具设计图。其中键盘位置6点点浇口进胶,浇口参数见图7。另外两点为大水口搭接式进胶,见图8。
3.3侧向抽芯系统设计
2个滑块尺寸较小,选择斜导柱驱动的后模滑块抽芯。两处斜顶均为T槽滑动的斜顶。
3.4 镶件设计
前后模仁尺寸较大,直接镶入模板精框内的难度较大,因此前后模仁分别设计了挤紧块,以基准角为基准,远离基准角的两个边,模框加大1mm,压入挤紧块。后模仁小镶件,有两种镶法,一种为挂台,一种为锥度,各有特点。小镶件挂台设计有很多优点:一是少了模架和镶件的钻孔和攻丝加工;二是简化模具组装工作量;第三是能够避免漏装螺丝失误发生的可能性。
挂台设计要点如下:
(1)镶件的挂台应选在镶件的长边上,同时要避开曲线部位。
(2)必须保证挂台及所在部位可以磨削或者线切割加工。
(3)短的挂台要避开扁顶杆,以免干涉。
(4)总之,挂台的设计一定要考虑加工工艺,不可随意设计。
(5)镶件的底部有运水胶圈时,不要用挂台,应该用螺丝固定,防止漏水。